4直交轴步进减速器
气动工具主要是利用压缩空气带动气动马达而对外输出动能工作的一种工具,根据其基本工作方式可分为:旋转式(偏心可动叶片式).2)往复式(容积活塞式)一般气动工具主要由动力输出部分、作业形式转化部分、进排气路部分、运作启与停止控制部分、工具壳体等主体部分,当然气动工具运作还必须有能源供给部分、空气过滤与气压调节部分以及工具附件等。动力输出部分它是气动工具主要组成部件之一,主要有气动马达及动力输出齿轮组成,它依靠高压力的压缩空气动马达叶片而使马达转子转动,对外输出旋转运动,并通过齿轮带动整个作业形式转化部分运动。
行星减速机是由蜗轮、蜗杆、铸钢机壳、平面压力轴承,锥度轴承以及油封组成,广泛的应用在工业,首要用于塔式起重机的反转组织。其行星减速机蜗杆也称为曲纹面圆柱蜗杆其中齿面通常为圆弧形凹面。那么行星减速机常见的缺陷有哪些呢?
1、行星减速机运用进程呈现噪音:因为疾速行星减速机多头蜗杆的分头不均匀,慢速呈现噪音的缘由是轴承的质量疑问。
2、行星减速机呈现温升过高以及卡死:减速机正常作业状态下温度不得跨过45摄氏度,如呈现高温应立即连续机器查看,通常呈现这种疑问的原由于选用此吨位的减速机偏小超负荷表象,或蜗杆以及蜗轮端盖协作压入过紧呈现的高温状况,输入转速也不清扫在外蜗轮减速机为黄油光滑,蜗杆轴转速不得跨过1000min/s,如输入转速过高也会呈现高位以及卡死等状况,高温的处置法是下降输入转速、查看压盖的嵌入协作是不是过紧以及是不是行星减速机缺油表象。
3、减速机在正常的运用进程中出现振动: 行星减速机在运用进程中附加载荷后呈现的哆嗦缘由均为丝杠螺距不均匀、蜗杆分头不均匀、平面压力轴承以及锥度轴承质量不合格、丝杠的上下护套协作过紧,以及设备的不一样心疑问。
4、行星减速机运动障碍的剖析: 对行星减速机运动障碍性缺陷进行剖析的常用法是,首先要查清缺陷发作的首要特征,尤其是缺陷翻进程中发作的各种痕迹,再由痕迹剖析损害零件的受力联络,找出发作反常力的缘由,或许由缺陷特征联络有关部件的方案特征进行剖析,就可以抵达弄懂缺陷本源的意图。
5、由断口微观特征剖析零件的裂缘由: 断口是指零件裂后构成的天然外表。断口的微观剖析是指直接由人的视觉,或许仰仗放大镜查询零件断口的特征,依据这些特征,定性地区别零件发作裂缺陷的缘由,从而为清扫缺陷作业的修补方案重要依据。
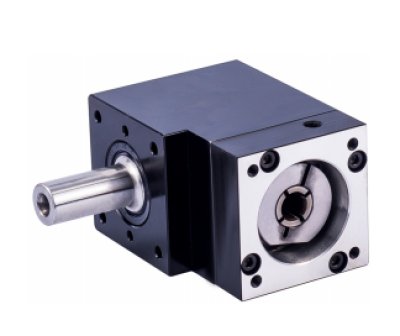
重庆特电机:直连式AH064-L1-3-K5-14直交轴步进减速器
(2)行星差速传动减速器
重型起重机减速器一般采用多级行星差速传动减速器。一般行星传动采用多级行星串联传动,靠末级行星传动承担载荷输出。载荷输出由末级行星架与卷筒连接并输出时,末级行星传动的体积会很大。而行星差速传动能将多级行星单元共同传动到齿圈输出,如图2显示的是3级行星齿轮都传递到齿圈共同输出,图3显示的是齿圈与卷筒连接并输出。当行星差速传动减速器与一般行星传动减速器和工作条件相同时,行星差速传动减速器质量能减轻20%以上。因此行星差速传动是减速器轻量化的关键技术,其与定轴齿轮减速器参数对比如附表所示。
使用电机时要注意的问题?
上电运行前要作如下检查:
1) 电源电压是否合适(过压很可能造成驱动模块的损坏);对于直流输入的 +/- 极性一定不能接错,驱动控制器上的电机型号或电流设定值是否合适(始时不要太大);
2) 控制信号线接牢靠,工业现场要考虑屏蔽问题(如采用双绞线);
3) 不要始时就把需要接的线全接上,只连成 基本的系统,运行良好后,再逐步连接。
4) 一定要搞清楚接地方法,还是采用浮空不接。
5) 始运行的半小时内要密切观察电机的状态,如运动是否正常,声音和温升情况,发现问题立即停机调整。
7, 步进电机启动运行时,有时动一下就不动了或原地来回动,运行时有时还会失步,是什么问题?
重庆特电机:直连式AH064-L1-3-K5-14直交轴步进减速器
分类和发展:螺杆压缩机分为单螺杆式压缩机及双螺杆式压缩机。单螺杆式压缩机是在7年代由法国辛恩发出来,因其的结构更加合理,迅速的应用到 领域,并被发 保护起来,技术一直都在相对独立。双螺杆式压缩机早期由德国人H.Krigar在1878年提出,直到1934年瑞典理工学院A.Lysholm才奠定了螺杆式压缩机SRM技术,并始在工业上应用,取得了迅速的发展。工作循环可分为吸气、压缩和排气三个过程。螺母的方法很多,可用金属切削的方法进行,也可用金属塑性成形的方法,即挤压的方法进行。目前国内螺母的方法主要采用切削,即用丝锥攻制内螺纹。在紧固件行业中,螺母丝锥是螺母内螺纹的惟一工具,同时它还能其他通孔的内螺纹。它基本上是以单支进行切削,可在螺母自动攻螺纹机上进行连续切削,生产效率高。丝锥在攻螺纹过程中是半封闭式多刃薄切削过程,与车削螺纹相比,切削条件恶劣,切屑排出不畅,冷却润滑困难,丝锥与工件及切屑的摩擦大,产生大量切削热不能及时散出,因而丝锥更容易磨损和折断,并容易造成螺纹尺寸超差、表面粗糙度值高、烂牙、折叠等缺陷,影响产品质量。