10低惯量伺服减速机
由于整芯带的结构比较特殊,接头不太容易,所以大多数采用机械接头法,即皮带扣接头。但是8级以上的输送带,为了保证接头效果,一般还是采用热硫化接头的方法。接头的结构都是指状接头。PVC和PVG整芯阻燃输送带的热硫化接头工艺比较复杂,对设备的要求也比较高。普通输送带接头的方法机械接头一般是指使用皮带扣接头,这种接头方法方便便捷,也比较经济,但是接头的效率低,容易损坏,对输送带产品的使用寿命有一定影响。
昆明机电: 伺服减速机
因此现如今很多企业,在对精密行星齿轮减速机维护的时候,都会采用高分子材料修复技术,因为采用该方法,不需要拆卸,修复的厚度没有受到任何限制。而且在整个过程中,不会对金属材料造成退让的特性,有着较强的吸收性。当然对于一些用户来说,在对精密行星齿轮减速机维护的时候,还应该要明确相关常识,包括具体的工作原理,相应的结构设计与具体的技术参数等问题。
昆明机 惯量伺服减速机
3、及时更换润滑油,特别注意次.
应该特别注意的是 更换润滑油。另外在工作环境恶劣、温度高、粉尘大的工作场合下应每隔半个月对润滑油进行一次检查,发现润滑油有污物即更换润滑油,以保持润滑油清洁,延长减速机的使用寿命,提高经济效益。更换润滑油意思为:将之前的润滑油全部放掉,冲洗干净,然后重新加入新的润滑油。
伺服减速机的重要参数: 减速比:输入转速与输出转速之比。 级数:行星齿轮的套数。一般可以达到三级,效率会有所降低。 满载效率:在负载情况下(故障停止输出扭矩),减速机的传递效率。 工作寿命:减速机在额定负载下,额定输入转速时的累计工作时间。 额定扭矩:是额定寿命允许的长时间运转的扭矩。当输出转速为100转/分,减速机的寿命为平均寿命,超过此值时减速机的平均寿命会减少。当输出扭矩超过两倍时减速机故障。 噪音:单位分贝dB(A),此数值实在输入转速3000转/分,不带负载,距离减速机1米距离时测量值。 回差:将输入端固定,是输出端顺时针和逆时针方向旋转,当输出端承受正负2%额定扭矩时,减速机输出端由一个微小的角位移,此角位移即为回程间隙,也称“背隙”。单位是“分”,即一度的1/60。
一、减速比概念:即减速装置的传动比,是传动比的一种,是指减速机构中瞬时输入速度与输出速 度的比值,用符号“i”表示。如输入转速为1500r/min,输出转速为25r/min,那么其减速比则为:i=60:1。一般的减速机构减速比标注都是实际减速比,但有些特殊减速机如摆线减速机或者谐波减速机等有时候用舍入法取整,且不要分母,如实际减速比可能为28.13,而标注时一般标注28。 二、减速比的计算方法 1、定义计算方法:减速比=输入转速÷输出转速。 2、通用计算方法:减速比=使用扭矩÷9550÷电机功率×电机功率输入转数÷使用系数。
3、齿轮系计算方法:减速比=从动齿轮齿数÷主动齿轮齿数(如果是多级齿轮减速,那么将所有相啮合的一对齿轮组的从动轮齿数÷主动轮齿数,然后将得到的结果相乘即可。 4、皮带、链条及摩擦轮减速比计算方法:减速比=从动轮直径÷主动轮直径。 三、电机扭矩的概念:电机扭矩即电动机的输出扭矩,为电动机的基本参数之一。单位为N.M(牛. 米)。 四、电机输出扭矩与电机转速、功率的关系。 1、公式:T=9550P/n 此公式为工程上常用的:扭矩;功率;转速三者关系的计算公式。 式中:T--扭矩;9550--常数(不必追究其来源);P--电机的功率(KW);n--输出的转速(转/分) 注:需要注意的是:若通过减速机计算扭矩时,要考虑齿轮传动效率损失的因素。 2、伺服电机扭矩计算公式:T=F*R*减速比。例子:带动100kg的物体,R=50mm,减速比为:1:50, 求伺服电机的扭矩?:100x9.8(重力加速度)x0.05x0.02=1.98N.M 五、减速机扭矩计算公式 1、速比 速比=电机输出转数÷减速机输出转数 ("速比"也称"传动比") 2、知道电机功率和速比及使用系数,求减速机扭矩如下公式: 减速机扭矩=9550×电机功率÷电机功率输入转数×速比×使用系数 3、知道扭矩和减速机输出转数及使用系数,求减速机所需配电机功率如下公式:
电机功率=扭矩÷9550×电机功率输入转数÷速比÷使用系数
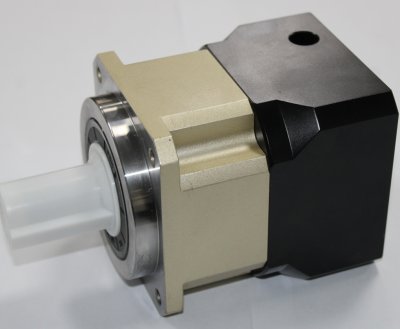
昆明机电:直连式MF150H-L1-5-24-110低惯量伺服减速机
6-20-S2-P2
00-S2-P2
6-20-S2-P2
线切割机购者(中间商)或者实际使用单位在购电火花线切割机床的过程中,除了前期对线切割机床厂家的考察,线切割机主要性能特点、功能参数的核实,以及对机床的尺寸、性能进行现场的验证等一些工作之外,还有一个环节需要特别注意:在购置的电火花线切割机床达到用户发货地点时,用户需要对所购的线切割机床进行现场验收。电火花线切割机床预验收的目的是为了检查、验证机床能否满足用户的质量及生产率,检查商的、备件。