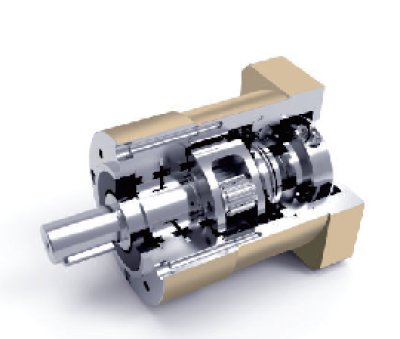
B1-D1-S8正反转步进减速机
钛合金:(Ti6Al6V2Sn)钛合金强度、冲击韧性大,硬度稍低于Inconel718,但其硬化非常严重,故在切削时出现温度高、具磨损严重的现象。日本学者T.Kitagawa等经过大量实验得出,用直径?1mm的硬质合金K1两刃螺旋铣(螺旋角为3)高速铣削钛合金,可达到满意的具寿命,切削速度可高达628m/min,每齿进给量可取.6~.12mm/z,连续高速车削钛合金的切削速度不宜超过2m/min。
行星减速机的专业术语
减速比:输入转速与输出转速之比。
级数:行星齿轮的套数。一般可以达到三级,效率会有所降低。
满载效率:在负载情况下(故障停止输出扭矩),减速机的传递效率。
工作寿命:行星减速机在额定负载下,额定输入转速时的累计工作时间。
额定扭矩:是额定寿命允许的长时间运转的扭矩。当输出转速为100转/分,减速机的寿命为平均寿命,超过此值时减速机的平均寿命会减少,当输出扭矩超过两倍时减速机故障。
噪音:单位分贝dB(A),此数值实在输入转速3000转/分,不带负载,距离减速机1米距离时测量值。
回差:将输入端固定,是输出端顺时针和逆时针方向旋转,当输出端承受正负2%额定扭矩时,减速机输出端由一个微小的角位移,此角位移即为回程间隙,也称“背隙”。单位是“分”,即一度的1/60。
正确的、使用和维护减速机,是保证机械设备正常运行的重要环节。因此,在您行星减速机时,请务必严格按照下面的顺序,认真地装配。
步:前应确认电机和减速机是否完好无损,并且严格检查驱动电机与减速机相连接的各部位尺寸是否匹配。这里指的是驱动电机法兰的凸台和轴径与减速机法兰的凹槽和孔径间的尺寸及配合公差;擦拭配合表面的污物与毛。
第二步:旋下减速机法兰侧面的工艺孔上的螺堵,旋动减速机的输入端,使抱紧内六角螺钉帽与工艺孔对齐,插入内六角工具旋松抱紧内六角螺钉。
第三步:驱动电机,使其轴上之键槽与减速机输入端孔抱紧螺钉垂直,将驱动电机轴插入减速机输入端孔。插入时必须保证两者同心度一致和二侧法兰平行。如同心度不一致或二侧法兰不平行必须查明原因。另外,在时,严禁用锤击,即可以防止锤击的轴向力或径向力过大损坏两者轴承,又可以通过装配手感来判断两者配合是否合适。判断两者配合同心度和法兰平行的方法为:两者相互插入后,两者法兰基本贴紧,缝隙一致。
第四步:为保证两者法兰连接受力均匀,先将驱动电机紧固螺钉任意旋上,但不要旋紧;然后按对角位置逐渐旋紧四个紧固螺钉; 旋紧减速机输入端孔抱紧螺钉。一定要先旋紧驱动电机紧固螺钉后再旋紧减速机输入端孔抱紧螺钉。
注意:减速机与机械设备间的正确类同于减速机与驱动电机间的正确。关键是要必须保证减速机输出轴与所驱动部分输入轴同心度的一致。
交流直线伺服电机直接驱动进给技术已趋成熟。数控机床的进给驱动有“旋转伺服电机精密高速滚珠丝杠”和“直线电机直接驱动”两种类型。传统的滚珠丝杠工艺成熟精度较高,实现高速化的成本相对较低,所以目前应用广泛。使用滚,珠丝杠驱动的高速机床速度90m/min,加速度1.5g。但滚珠丝杠是机械传动,机械元件间存在性变形、摩擦和反向间隙,相应会造成运动滞后和非线性误差,所以再进一步提高滚珠丝杠副速度和加速度比较难了。
90年代以来,高速高精的大型机床中,应用直线电机直接驱动进给驱动方式。它比滚珠丝杠驱动具有刚度更高、速度范围更宽、加速特性更好、运动惯量更小、动态响应性能更佳,运行更平稳、位置精度更高等优点。且直线电机直接驱动,不需中间机械传动,减小了机械磨损与传动误差,减少了维护工作。直线电机直接驱动与滚珠丝杠传动相比,其速度提高30倍,加速度提高10倍,达10g,刚度提高7倍,响应频率达100Hz,还有较大的发展余地。
当前,在高速高精机床领域中,两种驱动方式还会并存相当长一段时间,但从发展趋势来看,直线电机驱动所占的比重会愈来愈大。种种迹象表明,直线电机驱动在高速高精机床上的应用已进入加速增长期。
+< 0-12-15