张图片


厦门市思明区
2445414922@qq.com
兰工 点击联系
2024/4/25 12:22:48
已认证
10 分
生产商
| 产品规格 | |
| 产品数量 | 10000 |
| 包装说明 | |
| 价格说明 |
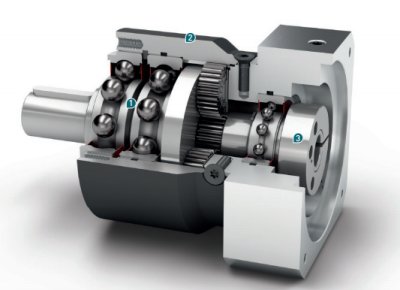
K7-55小惯量行星变速箱
只有这样才能获得良好的口碑。到知己知彼,以己之强攻敌之弱,击溃副厂件在客户心里带来的犹豫和 情绪,将大部分中间客户拉向 零配件的阵营。而当前零配件业务因其不断扩大的市场需求和较高的利润成为各厂家追求的新的利润增长点,但是目前在我国,零配件业务还处于发展的初期,市场规范化不足,各厂家尤其是商投入的资金和精力也十分有限,导致零配件市场混乱,客户对纯正配件认知度不高的 现状。因此说借机而行,打造 、高质量的副厂五金配件,既符合客户认知,又能够提高市场率,同时引导客户对纯正配件的感观,快速实现增长。
衡量行减速机性能的几个关键技术参数是:减速比,平均寿命,额定输出扭矩,回程间隙,满载效率,噪音,横向/径向受力和工作温度。输出转速与输入转速的比值。
级数:太阳轮及其周围的行星轮构成独立的减速轮系,如减速机内只此一个轮系,我们称为“ ”。为得到较大减速比,需多级传动。
平均寿命: 指减速机在额定负载下,输入转速时的连续工作时间。
额定输出扭矩: 指在额定负载下长期工作时允许输出扭矩。输出扭矩是该值的两倍。 回程间隙: 将输出端固定,输入端顺时针和逆时针方向旋转,使输出端产生额定扭矩的±2%扭矩时,减速机输入端有一个微小的角位移,此角位移即为回程间隙。单位是“弧分”。
润滑方式:行星减速机在整个使用期间无需润滑。 满载效率: 指在负载情况下,减速机的传输效率。它是衡量减速机的一关键指标, 满载效率高的减速机发热少,整体性能好。
噪音:单位是分贝(dB)A。此数值是在输入转速为3000转/分钟时,不带负载,距离减速机一米距离时测量的。
有的用户在设备运行一段时间后,驱动电机的输出轴断了。为什么驱动电机的输出轴会扭断?当我们仔细观查驱动电机折断的输出轴横断面,会发现横断面的外圈较明亮,而越向轴心处断面颜色越暗, 到轴心处是折断的痕迹(点状痕)。这一现象大多是驱动电机与减速机装配时两者的不同心所致。
当驱动电机和减速机间装配同心度保证得较好时,驱动电机输出轴所承受的仅仅是转动力(扭矩),运转时也会很平顺,没有脉动感。而在不同心时,驱动电机输出轴还要承受来自于减速机输入端的径向力(弯矩)。这个径向力的作用将会使驱动电机输出轴被迫弯曲,而且弯曲的方向会随着输出轴转动不断变化。如果同心度的误差较大时,该径向力使电机输出轴局部温度升高,其金属结构不断被破坏, 终将导致驱动电机输出轴因局部疲劳而折断。两者同心度的误差越大时,驱动电机输出轴折断的时间越短。在驱动电机输出轴折断的同时,减速机输入端同样也会承受来自于驱动电机输出轴方面的径向力,如果这个径向力超出减速机输入端所能承受的径向负荷的话,其结果也将导致减速机输入端产生变形甚至断裂或输入端支撑轴承损坏。因此,在装配时保证同心度至关重要!
从装配工艺上分析,如果驱动电机轴和减速机输入端同心,那么驱动电机轴面和减速机输入端孔面间就会很吻合,它们的接触面紧紧相贴,没有径向力和变形空间。而装配时如果不同心,那么接触面之间就会不吻合或有间隙,就有径向力并给变形了空间。
同样,减速机的输出轴也有折断或弯曲现象发生,其原因与驱动电机的断轴原因相同。但减速机的出力是驱动电机出力和减速比之积,相对于电机来讲出力更大,故减速机输出轴更易被折断。因此,用户在使用减速机时,对其输出端装配时同心度的保证更应十分注意!
行星齿轮减速机线圈与嵌线其实很简单但是对技术有要求,线圈和嵌线都是行星齿轮减速机的重要组成部分,直接关系着行星齿轮减速机的正常运行,对线圈和嵌线的了解能更好的为您对行星齿轮减速机的工作原理的理解有更深一层的作用。
绕线模的对于修理单位,所修行星齿轮减速机数量很少,可考虑采用木制专用模具。由于行星齿轮减速机线圈有软、硬元元件区别,故绕线模的结构和模心尺寸计算也不相同,软线圈绕线模及模心尺寸,
行星齿轮减速机线圈绕制与成形行星齿轮减速机的散嵌软绕组线圈是在绕线模上绕制成形。绕线模四角处放人白布带,绕足匝数后,用白布带将线圈扎紧,将引线套上玻璐丝套管,然后取下线圈模绕硬绕组线圈是用扁钢线绕制,绕足匝数后,取下行星齿轮减速机线圈之前,要用白布带将线圈四角处绑扎紧。取下线圈后,要先用白布带在线阅两端半包一层,在线圈的槽部疏包一层,以作为拉形时的保护层,然后进行鼻端弯头、拉形和端部成形工序。行星齿轮减速机线圈鼻端弯头工具线圈的拉形是采用简易拉形板线圈拉形时,是将行星齿轮减速机上木板紧贴下木板,沿若木板的长度怪慢地,直至达到线目的节距长为止。另外,行星齿轮减速机电枢线圈端部应是圆弧形状,所以要用工具将线圈端部压弯或打弯成饭状,行星齿轮减速机线圈端部上下层的弧形半径一般不相等,因此要求压模应按旧线一出样板后进行倒作。
单匝成形线一的单匝成形线.,先按旧线月长度再加上一定余量(一般取30mm左右)作为绕制线圈的下料长度。在导线弯侧工具上夸出井端的圆弧r,见然后在虎钳上专出鼻端形状和绕组成形.波绕组的成形程序,二绕组也可采用类似法成形。
+
K7-38KA35
EVB-140 -28HA24
-K7-28HA24
-K7-28HB22
-K7-38JA32 -K7-28HF24
E 7-28HB24
相关产品



