张图片



厦门市思明区
2445414922@qq.com
兰工 点击联系
2024/5/12 5:22:36
已认证
10 分
生产商
| 产品规格 | |
| 产品数量 | 10000 |
| 包装说明 | |
| 价格说明 |
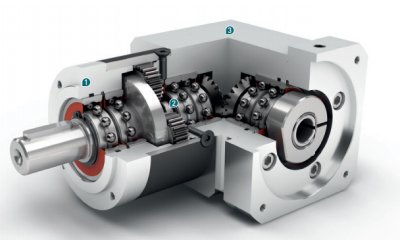
2-P2免保养伺服减速机
金属激光切割机,在现在工业中应用的比较多,随着激光切割精度的要求越来越高,我们一直在研发能够和这个时代的发展相适应的产物,在切割机行业,金属激光切割机在工业中占有不少得的分量,对于大多数金属材料来说,无论它们是怎样的硬度,都能够进行无边形切割。但是对于高反射率的金、银、铜等金属,因为它们是良好的传热导体,所以运用激光切割很困难,甚至是无法切割。通常在金属激光切割机切割的过程中添加一些与被切割材料相适合的辅助气体,都能起到良好切割效果。使用电烙铁时,若温度太低则熔化不了焊锡,或者使焊点未完全熔化而不好看或焊不牢,温度太高又会使烙铁烧死。另外也要控制好焊接的时间,电烙铁停留的时间太短,焊锡不易完全熔化、接触,易形成虚焊,而焊接时间太长,又容易损坏元器件或使印制电路板的铜箔翘起。一般1~2s内要焊好一个焊点,若没完成,应等一会儿再焊一次。焊接时电烙铁不能,要先选好接触焊点的位置,再用烙铁头的烫锡面去接触焊点。使用结束后,应及时切断电源,冷却后再将电烙铁收回工具箱。
四、曲面齿轮
曲面齿轮是锥齿轮的一种情况,特别之处就是两轮轴线垂直但不相交,有一定的偏移位置。
1、为改善齿轮和轴承工作受力条件,大型圆柱齿轮减速器宜采用分流式减速器。分流式减速器的高速级齿轮常采用斜齿,一侧为,另一侧为右旋,轴向力能互相抵消,两侧轴承载荷比较均匀。为了使左右两对斜齿轮能自动调整以便传递相等的载荷,其中较轻的小齿轮轴在轴向应你人能作小量游动。此型减速器可用于较大功率,变载场合
2、传动功率很大时,宜采用双驱动式或中心驱动式减速器。双驱动式或中心驱动式减速器的布置方式是由两对齿轮副分担载荷,因此有利于改善受力状况和降低传动尺寸,设计这种减速器时应设法采取自动平横装置使各对齿轮副的载荷均匀分配。
3、以动力传动为主的传动,宜采用蜗杆齿轮减速器。对于以动力传动为主,长期连续运转、功率较大的传动,宜采用蜗杆齿轮减速器,这是因为蜗杆传动在高速级时,滑动速度较高,有利于齿面油膜形成从而使摩擦因数下降蜗杆传动效率提高,若传动功率不大,或以传递运动为主,则可以采用齿轮蜗杆减速器,这可以使结构较紧凑
4、 传动比不可太大。在减速或增速传动中,每 传动的传动比太大时大小轮相差悬殊,反而不如用两级传动合理。
5、行星齿轮减速器应有均载装置,行星齿轮减速器一般3-5个行星轮,由于误差等这些行星轮之间的载荷分配常会出现不均匀现象。为了使各行星轮均载,有各种均在装置。常用的有基本机构浮动和采用柔性结构两大类,对于静定结构用基本构件浮动即可,对非静动结构,则应采用柔性结构,如行星轮用性承
6、不对称齿轮轴系中,宜将小齿轮安排在远离转距输入端。在二级或多级展式齿轮减速器中,因齿轮在轴承间不对称布置,当轴弯度和扭转变形后,会使齿轮沿齿宽载荷分布不均匀。综合考虑弯曲和扭转变形的影响,应当将小齿轮安排在远离转距输入端,则由于扭转变形可以抵消一部分由轴的弯曲变形而引起的齿宽载荷不均匀现象,因而改善了齿面接触,提高了承载能力
7、二级锥齿轮减速器中,锥齿轮传动布置在高速级。二级和二级以上锥齿轮减速器常油锥齿轮和圆柱齿轮组成,因为大尺寸的锥齿轮较难,且小锥齿轮油常常悬臂在轴上,为了使其受力小些,因此应该把锥齿轮传动布置在高速级,以减小其尺寸,便于提高精度。
行星齿轮减速机线圈与嵌线其实很简单但是对技术有要求,线圈和嵌线都是行星齿轮减速机的重要组成部分,直接关系着行星齿轮减速机的正常运行,对线圈和嵌线的了解能更好的为您对行星齿轮减速机的工作原理的理解有更深一层的作用。
绕线模的对于修理单位,所修行星齿轮减速机数量很少,可考虑采用木制专用模具。由于行星齿轮减速机线圈有软、硬元元件区别,故绕线模的结构和模心尺寸计算也不相同,软线圈绕线模及模心尺寸,
行星齿轮减速机线圈绕制与成形行星齿轮减速机的散嵌软绕组线圈是在绕线模上绕制成形。绕线模四角处放人白布带,绕足匝数后,用白布带将线圈扎紧,将引线套上玻璐丝套管,然后取下线圈模绕硬绕组线圈是用扁钢线绕制,绕足匝数后,取下行星齿轮减速机线圈之前,要用白布带将线圈四角处绑扎紧。取下线圈后,要先用白布带在线阅两端半包一层,在线圈的槽部疏包一层,以作为拉形时的保护层,然后进行鼻端弯头、拉形和端部成形工序。行星齿轮减速机线圈鼻端弯头工具线圈的拉形是采用简易拉形板线圈拉形时,是将行星齿轮减速机上木板紧贴下木板,沿若木板的长度怪慢地,直至达到线目的节距长为止。另外,行星齿轮减速机电枢线圈端部应是圆弧形状,所以要用工具将线圈端部压弯或打弯成饭状,行星齿轮减速机线圈端部上下层的弧形半径一般不相等,因此要求压模应按旧线一出样板后进行倒作。
单匝成形线一的单匝成形线.,先按旧线月长度再加上一定余量(一般取30mm左右)作为绕制线圈的下料长度。在导线弯侧工具上夸出井端的圆弧r,见然后在虎钳上专出鼻端形状和绕组成形.波绕组的成形程序,二绕组也可采用类似法成形。
-007-S2-P2
相关产品





