张图片



厦门市思明区
2445414922@qq.com
兰工 点击联系
2024/5/12 9:00:26
已认证
10 分
生产商
| 产品规格 | |
| 产品数量 | 10000 |
| 包装说明 | |
| 价格说明 |
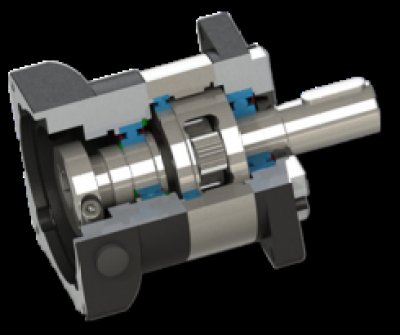
7-8直连伺服变速箱
许多易变的因素表示腐蚀介质的特征,即化学制品和其浓度、大气状态、温度、时间,所以如果不了解介质的正确的性质,要使用材料、选择材料是困难。以下可作为选择指南:34型广泛使用的材料。在建筑中能经受一般的锈蚀,可抵抗食品介质浸蚀(但含有浓酸和氯化物成分的高温状态可能出现腐蚀),能抵抗有机化合物、染料和广泛的各种各样的无机化合物。型(低碳),耐性好,并耐用中等温度和浓度的硫酸,广泛地用作液态气体贮罐,用作低温设备(34N)、器具其它消费产品,厨房设备、设备、运输工具、废水装置。6型比34型含有稍多的镍,并含有2%─3%的钼,耐蚀性比34型好,特别是在倾向于引起点腐蚀的氯化物介质中。已发展用作 盐纸浆机,因为它耐用硫酸化合物。而且,它的用途已扩大到在工业中很多化学制品。含有3%4%的钼(在这个系列中也是所得到的较高的水平),并含有比316型较多的铬,具有更高的耐点腐蚀和裂缝腐蚀性能。型比34型合金含量低,用作在温和的大气中高抛光装饰用途,也可用作和食品设备。
屯堡 8直连伺服变速箱
蜗轮蜗杆减速机工作原理;蜗轮蜗杆传动的两轴是相互交叉垂直的;蜗杆可以看成为在圆柱体上沿着螺旋线绕有一个齿(单头)或几个齿(多头)的螺旋,蜗轮就象个斜齿轮,但它的齿包着蜗杆。在啮合时,蜗杆转一转,就带动蜗轮转过一个齿(单头蜗杆)或几个齿(多头蜗杆)。蜗轮蜗杆主要作用传递两交错轴之间的运动和动力,轴承与轴主要作用是动力传递、运转并提率。 在蜗轮蜗杆减速机的传动方式中,蜗轮传动具备其他齿轮传动所没有特性,即蜗杆可以轻易转动蜗轮,但蜗轮无法转动蜗杆,这是因为蜗轮蜗杆的结构和传动是通过摩擦实现造成的。蜗轮无法转动蜗杆,从而实现自锁功能。
以上说明得出行星减速机不具备蜗轮蜗杆减速机的自锁功能。
屯堡 8直连伺服变速箱
减速 小时后,应进行次换油,在以后的使用中应定期检查油的质量,对于混入杂质或变质的油须及时更换。一般情况下,对于长期连续工作的减速机,按运行5000小时或每年一次更换新油,长期停用的减速机,在重新运转之前亦应更换新油。减速机应加入与原来牌号相同的油,不得与不同牌号的油相混用,牌号相同而粘度不同的油允许混合使用;
2、换油时要等待减速机冷却下来无燃烧危险为止,但仍应保持温热,因为完全冷却后,油的粘度增大,放油困难。注意:要切断传动装置电源,防止无意间通电;
3、工作中,当发现油温温升超过80℃或油池温度超过100℃及产生不正常的噪声等现象时应停止使用,检查原因,必须排除故障,更换润滑油后,方可继续运转;
4、用户应有合理的使用维护规章制度,对减速机的运转情况和检验中发现的问题应作认真记录,上述规定应严格执行。
正确的、使用和维护减速机,是保证机械设备正常运行的重要环节。因此,在您行星减速机时,请务必严格按照下面的顺序,认真地装配。
步:前应确认电机和减速机是否完好无损,并且严格检查驱动电机与减速机相连接的各部位尺寸是否匹配。这里指的是驱动电机法兰的凸台和轴径与减速机法兰的凹槽和孔径间的尺寸及配合公差;擦拭配合表面的污物与毛。
第二步:旋下减速机法兰侧面的工艺孔上的螺堵,旋动减速机的输入端,使抱紧内六角螺钉帽与工艺孔对齐,插入内六角工具旋松抱紧内六角螺钉。
第三步:驱动电机,使其轴上之键槽与减速机输入端孔抱紧螺钉垂直,将驱动电机轴插入减速机输入端孔。插入时必须保证两者同心度一致和二侧法兰平行。如同心度不一致或二侧法兰不平行必须查明原因。另外,在时,严禁用锤击,即可以防止锤击的轴向力或径向力过大损坏两者轴承,又可以通过装配手感来判断两者配合是否合适。判断两者配合同心度和法兰平行的方法为:两者相互插入后,两者法兰基本贴紧,缝隙一致。
第四步:为保证两者法兰连接受力均匀,先将驱动电机紧固螺钉任意旋上,但不要旋紧;然后按对角位置逐渐旋紧四个紧固螺钉; 旋紧减速机输入端孔抱紧螺钉。一定要先旋紧驱动电机紧固螺钉后再旋紧减速机输入端孔抱紧螺钉。
注意:减速机与机械设备间的正确类同于减速机与驱动电机间的正确。关键是要必须保证减速机输出轴与所驱动部分输入轴同心度的一致。
屯堡乡传动装置:伺服式AL070-L2-16-K7-8直连伺服变速箱
+
K3-28HA22
VRB-140 -48KA42
-28HF22
-28FE24
-K3-28FE24 -K3-38MB35
V 3-48MB42
br>
由于在用硫酸进行阳极刻蚀活化时,液容易对操作人员及环境造成危害,不久就出现了经 腐蚀后直接用直流电小电流起镀的镀铁工艺和镀槽内对称交流电活化十不对称交流电起镀的无硫酸阳极刻蚀镀铁工艺。但是由于一些关键的技术问题,特别是工艺的稳定性差、镀铁层与基体的结合强度不高等一直没能很好解决,致使镀铁工件质量下降。所以在上世纪7年代末期,镀铁工艺一度出现低潮,许多厂家被迫停产转产。进入上世纪8代后,董文胜等[5-6]研究出一种无阳极刻蚀的镀铁工艺,并成功地应用于机械零件(如曲轴、轴类)以及平面类零件的修复,镀层与基体结合牢固,采用拔销法测定镀铁层的结合强度可达36MPa。
相关产品





