张图片


山东省聊城市开发区辽河路东首兴隆钢管市场1号
2261771639@qq.com
潘经理 点击联系
2024/4/27 14:59:10
已认证
10 分
生产商
| 产品规格 | 齐全 |
| 产品数量 | 9500 |
| 包装说明 | 捆装 |
| 价格说明 | 价格优 |
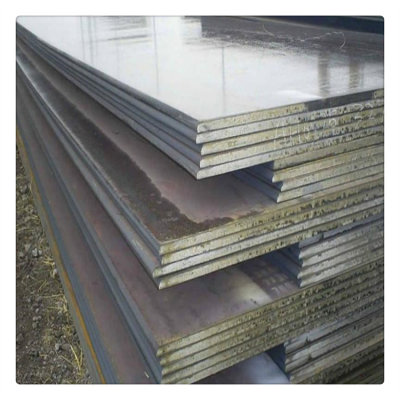
上饶上饶Q345D钢板非标《想咨询价格的客户请客服电话》
上饶上饶Q345D钢板,拨打电话:潘经理(1)(6)(5)(6)(8)(2)(5)(1)(1)(1)(1)
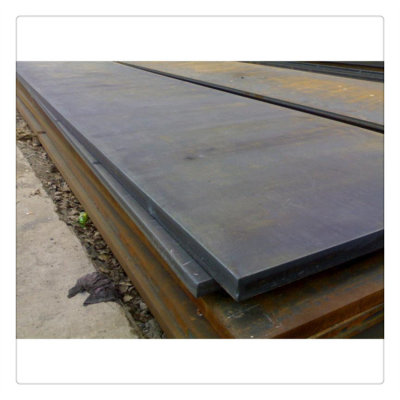
舞钢所产的Q690D高强板是一种具有出色力学性能的钢板材料,其通过 的激光切割技术进行,确保了切割尺寸的性和一致性。这种高强板广泛应用于桥梁、高速公路、高层建筑等领域,为我国的现代化建设了坚实的支撑。
激光切割是一种 的技术,其利用高能激光束作用于钢板表面,快速而准确地完成切割。相较于传统切割方式,激光切割具有更高的精度和更优的切割质量,能够大大提升生产效率和产品质量在。舞钢,激光切割技术被广泛应用于Q690D高强板的,为这种 材料的进一步应用了可靠的保障。
上饶上饶这里仅讨论上述三种调节设备,而且这些调节设备不是装在供暖立管上,而是装在楼的热入口处。未装温控阀定流量运行系统的调节控制这里所说的定流量运行是指在整个采暖季内热网的流量都保持不变。直连网一般来说,直连网以热力站为界分为主网和支网两部分,从热源到热力站为主网,从热力站到热用户为支网。主网调节主网的控制策略是调节热力站的供水阀度,使所有热力站的回水温度趋于一致。主网应配备微机控制,这样可以保证供热质量,同时又降低运行费用。
冷弯工艺
(1)由于高强板所形成的高刚性型钢具有很大的惯性矩和抗弯模量,特别是由于应用上的要求需要预冲孔后进行冷弯生产,会形成材料表面平整度和材料边缘尺寸上的差异,因此要求对该类高强度结构钢板的冷弯孔型的设计中需要多加侧向装置,合理设计孔型,合理布置轧辊间隙等,确保进入每道孔型的材料不跑偏并尽可能地消除材料表面平整度和材料边缘尺寸上的差异对后续冷弯成型形状的影响;另一个突出的特点为:高强度结构钢板的成型回现象较严重,回会导致出现弧边,必须依靠过弯来修正,且过弯角比较难掌握,需要在生产调试过程中进行调整修正。
(2)需要较多的成型道次。在辊式冷弯成型过程中主要过程为弯曲变形,除产品弯曲角局部有轻微减薄外,变形材料的厚度在成型过程中定保持不变;在孔型设计时,要注意合理分配变形量,尤其是在道,后面几道,变形量不易过大。另外可以使用侧辊和过弯辊,对型材进行预弯,且使型材断面的中性线与成品型材的中性线重合,使型材上下所受的力平衡,从而避免纵向弯曲。如果在过程中发现纵向弯曲,可根据实际情况增加部分轧辊,尤其注意后面几道。
其它如使用矫直机进行矫直,变更机架间距,采用托辊,调整各架次的轧辊间隙等措施均可减小或消除纵向弯曲。需要注意的是,通过调整各架次的轧辊间隙来减轻纵向弯曲需要有熟练的技术才行。
(3)辊式冷弯速度的控制,成型辊压力的调整要合适,尽量减少反复冷弯弯曲疲劳裂纹,并适当进行润滑和冷却,进一步减少热应力裂纹的产生等,控制弯曲半径,即弯曲半径不能太小,否则产品表面易产生裂纹,针对高强板在冷成形冷弯工艺中出现的后延性断裂现象,为了满足结构设计要求,建议在满足材料的力学设计要求的前提下优化截面形状,如增加弯角半径,减小冷弯角或加大截面形状等方式也是一种行之有效的方法。
在工作辊与支持辊之间也产生不均匀性压扁,它直接影响到工作辊的弯曲挠度。轧辊的性弯曲挠度一般是影响辊缝形状的 主要的因素。长期以来,根据对轧辊挠度的分析,认为当支持辊直径与工作辊直径之比值较大时,弯曲力主要由支持辊承担,故工作辊的挠度也可以近似的认为与支撑辊的挠度相等。因而就认为辊型设计时可以用支持辊的辊身挠度差来代替工作辊的辊身挠度差。但 实际上这样是不正确的。理论和实验都表明,轧制时工作辊的实际挠度比支持辊大得多。
相关产品