张图片



厦门市思明区
2445414922@qq.com
兰工 点击联系
2024/4/19 23:59:18
已认证
10 分
生产商
| 产品规格 | |
| 产品数量 | 10000 |
| 包装说明 | |
| 价格说明 |
70防水型伺服变速箱
从而控制燃烧系统实现低氧燃烧,达到降低热能损失,节约能源的目的。化锆测氧仪的合理的是保证氧化锆测氧仪可靠运行的关键,许多使用问题均是由不当造成的。1采样测量点测量点的确定应遵循如下几项原则:选择的测量点要求能正确反映所需要的炉内气体,以保证氧传感器输出信号的真实性,尽量避回风死角;测量点不可太靠近燃烧点或喷头等部位,这些部位的气体处于剧烈反应中,会造成氧传感器检测值剧烈波动失真;也不要过于靠近风机等产气设备,以免电机的震动冲刷损坏传感器;避免放在可能碰撞的位置,以免碰撞损坏探头,保证传感器的安全。2氧化锆测氧仪的、连接方式氧化锆测氧仪的可采用水平或垂直方式,垂直是比较理想的方式。不管采用何种方式,探头采样管引导板的方向应尽量正对被测气流的方向,在初始时可通过了解工艺,确定基本方向。 终确定比较好的引导方向,需要在系统通电加热探头后,旋转采样管方向,使用数字万用表观察输出氧电势的波动情况来确定。氧化锆测氧仪所用接头为专用法兰接头。专用接头上按要求需要配装石棉垫压接,以确保密封,否则该处法兰接头处漏气会影响测量精度或造成信号波动。
在“选型”流程的初始界面,需要输入4个关键信息:
1)应用类型
选择“连续工作”或“循环运行”。任何在某一方向上运行四小时或更长时间而不停止或不改变速度的应用场合均可视为连续工作。所有其他应用场合,包括那些运行时间超过四个小时,但改变运转方向的可视为循环运行。
2)背隙要求
“超精密”级单级和双级减速机的背隙分别为3acr-min和5 arc-min。
“精度”级单级和双级减速机的背隙分别为5 acr-min和8arc-min。
“标准”级单级和双级减速机的背隙分别为8acr-min和10arc-min。
3)减速机类型或方向(直线型或直角型)
直角型减速机有三个独立选项:标准轴、双轴和空心轴。
济 0防水型伺服变速箱
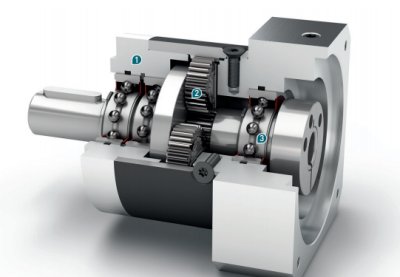
中空轴式蜗齿行星减速机加装一个斜齿轮减速器在输入端,组成的减速器可获得非常低的输出速度,是斜齿轮级和蜗齿级的组合,比纯单级蜗轮行星减速机具有更高的效率。而且振动小,噪音低,能耗低。
常见问题及其原因:(1)行星减速机发热和漏油,(2)蜗轮磨损,(3)传动小斜齿轮磨损,(4)轴承(蜗杆处)损坏。
1 行星减速机发热和漏油。蜗轮行星减速机为了提率,一般均采用有色金属蜗轮,蜗杆则采用较硬的钢材,由于它是滑动磨擦传动,在运行过程中,就会产生较高的热量,使行星减速机各零件和密封之间热膨胀产生差异,从而在各配合面产生间隙,而油液由于温度的升高变稀,容易造成泄漏。主要原因有四点,一是材质的搭配是否合理,二是啮合磨擦面的表面质量,三是润滑油的选择,添加量是否正确,四是装配质量和使用环境。
2 蜗轮磨损。蜗轮一般采用锡青铜,配对的蜗杆材料一般用45钢淬硬至HR5一55,还常用40C:淬硬HRC50一55,经蜗杆磨床磨削至粗糙度RaO. 8 fcm,行星减速机正常运行时,蜗杆就象一把淬硬的“锉”,不停地锉削蜗轮,使蜗轮产生磨损。一般来说,这种磨损很慢,象某厂有些行星减速机可以使用10年以上。如果磨损速度较快,就要考虑行星减速机的选型是否正确,是否有超负荷运行,蜗轮蜗杆的材质,装配质量或使用环境等原因。
目前,伺服减速机凭借自身所具备的体积小、重量轻、噪声低、高精度、传动效率高、承载能力高等诸多优点,而被广泛的应用于众多的工业场合中使用。但是,在使用伺服减速机的过程中,相信有不少的朋友或许都曾到出现“过热”的问题。其过热问题的出现,会在一定的程度上影响到伺服减速机的正常使用。针对这种情况的发生,下面就由技术人员来为大家介绍一下伺服减速机出现过热的原因及方法。
过热的原因:
1、超负荷运转。
2、油封过度摩擦。
3、冲击负载过大。
4、运转温度过高。
5、输出轴与传动装置连接不当。
6、润滑油 或不适当,或不足。
方法:
1、调整到适当的负荷。
2、在油封处滴润滑油。
3、换较大型号减速机。
4、运转温度过高时,应进行改善通风环境。
5、将伺服减速机的输出轴与传动装置调整至适当位置。
6、更换适当润滑油,依指示加入适当润滑油。
以上所介绍的内容,就是伺服减速机出现过热的原因及方法。在伺服减速机的使用过程中,因种种原因,有时候难免会出现一些小问题,这是无法避免的。但是,对于出现这些小问题,我们可以通过分析其产生原因而作出相对应的方法,从而保证伺服减速机的正常运行。
济南 防水型伺服变速箱
+< 0-25-S2-P2-S 0-S2-P2-S-D< S2-P2-S-D
严格执行交接班制度和对辊破碎机操作规程。按五定、三级过滤的要求好各润滑部位的检查和加油工作。注意设备是否有跑、冒、滴、漏现象。运行中操作人员利用听、摸、查、看等方法,随时注意设备运转情况,发现设备不正常时,应立即检查原因,并及时。检查轧辊辊面有无磨损而出现凹坑或环形沟槽,若有应磨削修复。检查所有的紧固件是否紧固。检查传动皮带是否正确和情况良好,若发现皮带破损应及时更换,当皮带或槽轮上有油污时,应用干净的抹布及时擦净。
相关产品