张图片


厦门市思明区
2445414922@qq.com
兰工 点击联系
2024/5/9 3:56:25
已认证
10 分
生产商
| 产品规格 | |
| 产品数量 | 10000 |
| 包装说明 | |
| 价格说明 |
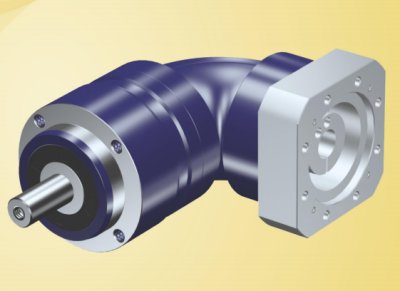
-S2-P2微型伺服变速箱
在考虑轴承的配合过盈量和游隙时,要注意到材料在高温下变得松软而容易变形的特点,以及多次由常温到高温的温度改变引起一定 变形的可能性。对主机相关零件的要求高速轴承要求轴承所在回转系统经过精密的动平衡,轴与座孔轴承的部位应具有高于一般要求的尺寸精度和形位精度,特别是同轴度和挡肩对座孔或轴颈的垂直度,而在考虑这些问题的时候,同样必须注意到轴承运转时的高速因素和高温因素。轴支承系统既要求刚性高,又要求质量尽可能地轻,为克服这个矛盾,可以采取诸如降低表面粗糙度和提高表面强化等措施以提高支承刚度,利用空心轴以减少系统质量等。
宰便 2-P2微型伺服变速箱
行星减速机的齿轮按照形状主要有直齿轮,斜齿轮,伞齿轮,曲面齿轮几种。
一、斜齿轮
行星减速机齿轮的轮齿有一位角度或者是与其轴线旋转一定角度在平面齿轮机构中相互齿合,斜齿轮齿面相齿合于一条倾斜于轴承的直线上,齿合线的长度从0逐渐变化到再从变化到0,轮齿的加载和卸载变得均匀。人字齿轮相当于齿轮和右旋齿轮并在一起,因为轮齿存在一定的角度,斜齿轮产生相当大的轴间推力,人字齿轮通过相互抵消纠正了这一推力,允许其使用推力轴承代替不同推力轴承,通常是为了方面经常沿着齿轮一个中心槽。
宰便镇新机电: 型伺服变速箱
伊明AF系列伺服行星减速机系列,该系列减速器具有性价比高,精度中等、高钢性、高负载、率、低惯性、低振动、低噪音、低温升、外观及结构设计轻小等特点,模块化的法兰和轴衬设计,适用于任何厂商和形式的电机产品,如:松下、台达、安川、三菱、三洋、西门子、施耐德、法那克、科比、科尔摩根、AMK、帕克等等。。。
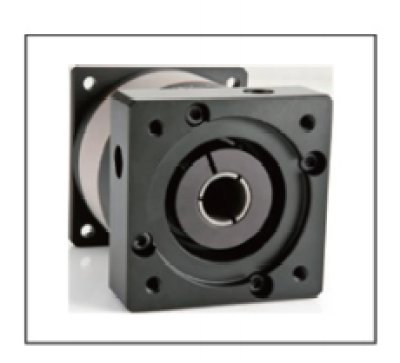
AF系列伺服行星减速器系列:为方形法兰设 选择;分一、二、三级变减速传动;精度: 传动精度在6-8弧分,二级传动精度在8-10弧分,三级传动精度12-15弧分;等1000多种规格。
应用领域:伺服减速机可直接到交流和直流伺服马达上,广泛应用于中等精度程度的工业领域。如:印刷机床、火焰切割、激光切割、数控机床、工具机械,食品包装、自动化产业、工业机器人、和自动化的机电产品行业。
性能和特点:AF系列伺服行星减速机了高性价比,应用广泛、经济实用、寿命长等优点,在伺服控制的应用上,发挥了良好的伺服刚性效应,准确的控制,在运转上具备了中低背隙,率,高输入转速,高输入扭矩,运转平顺,低噪音等特性,外观及结构设计轻小。使用终身免更换的润滑油,及无论在何处 ,都可以免维修操作全封闭式设计,并且具有IP65的保护程度,因此工作环境差时亦可使用。
有的用户在设备运行一段时间后,驱动电机的输出轴断了。为什么驱动电机的输出轴会扭断?当我们仔细观查驱动电机折断的输出轴横断面,会发现横断面的外圈较明亮,而越向轴心处断面颜色越暗, 到轴心处是折断的痕迹(点状痕)。这一现象大多是驱动电机与减速机装配时两者的不同心所致。
当驱动电机和减速机间装配同心度保证得较好时,驱动电机输出轴所承受的仅仅是转动力(扭矩),运转时也会很平顺,没有脉动感。而在不同心时,驱动电机输出轴还要承受来自于减速机输入端的径向力(弯矩)。这个径向力的作用将会使驱动电机输出轴被迫弯曲,而且弯曲的方向会随着输出轴转动不断变化。如果同心度的误差较大时,该径向力使电机输出轴局部温度升高,其金属结构不断被破坏, 终将导致驱动电机输出轴因局部疲劳而折断。两者同心度的误差越大时,驱动电机输出轴折断的时间越短。在驱动电机输出轴折断的同时,减速机输入端同样也会承受来自于驱动电机输出轴方面的径向力,如果这个径向力超出减速机输入端所能承受的径向负荷的话,其结果也将导致减速机输入端产生变形甚至断裂或输入端支撑轴承损坏。因此,在装配时保证同心度至关重要!
从装配工艺上分析,如果驱动电机轴和减速机输入端同心,那么驱动电机轴面和减速机输入端孔面间就会很吻合,它们的接触面紧紧相贴,没有径向力和变形空间。而装配时如果不同心,那么接触面之间就会不吻合或有间隙,就有径向力并给变形了空间。
同样,减速机的输出轴也有折断或弯曲现象发生,其原因与驱动电机的断轴原因相同。但减速机的出力是驱动电机出力和减速比之积,相对于电机来讲出力更大,故减速机输出轴更易被折断。因此,用户在使用减速机时,对其输出端装配时同心度的保证更应十分注意!
宰便镇新机电:步进式ZPLX142-L3-100-S2-P2微型伺服变速箱
+
KME60-L1-3-4-5-7-10-K-H-P 0-100-K-H-P< -7-10-K-H-P< 0-100-K-H-P< -K-H-P
坐便器的工艺流程检查地面下水口管对准管口放平找正画好印记打孔洞抹上油灰套好胶皮垫拧上螺母水箱背面两个边孔画印记打孔插入螺栓捻牢背水箱挂放平找正拧上螺母背水箱下水弯头装好八字门把灯叉弯好插入漂子门和八字门拧紧螺母。洗脸盆的工艺流程膨胀螺栓插入捻牢盆管架挂好把脸盆放在架上找平整下水连接:脸盆调直上水连接。浴盆的工艺流程浴盆:下水油灰封闭严密上水试平找正淋浴器的工艺流程冷、热水管口用试管找平整量出短节尺寸装在管口上淋浴器铜进水口抹铅油缠螺母拧紧固定在墙上上部铜管在三通口木螺丝固定在墙上。
相关产品





